")
")
")
")
")
")
Fertigungsabläufe
Vorbereitung des Trägermaterials, Metalleinsätze aus Aluminium, Eisen, Stahl, Messing

Vorbereitung der KörperDie Reinigung
Der Körper bzw. das Trägermaterial wird entfettet, mit organischen Lösungsmitteln gewaschen, mittels Dampf oder flüssig, abhängig von Material und geplanter Weiterbearbeitung.

Vorbereitung der Körper Sandstrahlen
Körper bzw. Trägermaterial werden manuell oder auch automatisch mit Korund sandgestrahlt, um die Verbindung von eventuellen Belägen oder Unreinheiten mit der Oberfläche zu unterbrechen, diese können durch Oxydation oder andere Verbindungen entstehen und verhindern den Schluss zwischen Metall und Gummi .

Vorbereitung der Körper Lackieren
Die Lackierung mit Speziallack erfolgt mit Pinselauftrag oder Spritzpistole, der zweifache Lackauftrag dient der Verbesserung der Verbindung von Gummi und Metall
Gummi
Vorbereitung der Körper Gummi
Offene Kneter, mit sich drehenden Zylindern, sorgen für die Gummimischung und Erwärmung. Die Reibung, mittels variierender Drehgeschwindigkeit, reduziert die Viskosität und schafft eine bessere Verteilung des Beschleunigers.
L’attrito generato dalle diverse velocità di rotazione dei cilindri genera un abbassamento della viscosità della gomma favorendo la diffusione del sistema accelerante.
Vorbereitung des Gummis Formgebung
Die nunmehr homogene Masse, wird mit Hilfe einer speziellen Maschine weiterbearbeitet, bei der mit einem Kolben der Gummi über ein Zieheisen hinauspresst wird und mit einem Schermesser abgeschnitten wird.
Je nach eingestelltem Zylinderdruck, Zieheisenform und Schneidetempo erhält man verschiedene Formate/Gewichte erforderlich für die Pressvorgänge nach Zeichnung unter höchstmöglicher Reduzierung von Überständen (Rändern) während des Pressvorganges.

Verpressen des Gummis Pressen
Pressen durch Einspritzen
Das Urformverfahren Spritzgießen ist die Technologie, die für die Fertigung großer Stückzahlen zum Einsatz kommt, bei der in die entsprechenden Maschinen Gummi in nicht vorgeformten Streifen/Band mittels rotierender Schnecke eingespritzt wird
Ein- u. Umspritz-Pressen: mit diesem Verfahren, das Teile mit den geringstmöglichen Randrückständen liefert, wird der Gummi in das geschlossene Werkzeug eingespritzt mit der Möglichkeit vorab ein Vakuum zu schaffen, das Überstände und Luftblasen weitgehend eliminiert.
Die daraus resultierenden Fertigungszyklen sind sehr kurz, gegenüber Druckpressen, da der Gummi vorgewärmt und mittels rotierender Schnecke eingespritzt wird. Die Vulkanisierungszeiten werden auf diese Weise erheblich verkürzt.
Verdichtungspressen.
Für mittlere und kleine Produktionslose kommt die Technologie des Verdichtungspressens zum Einsatz, wie auch für Bemusterungen und Vorserien.
Die Fertigungszyklen dauern länger als beim Einspritz-Pressen; der Gummi wird nicht vorgewärmt, sondern er vulkanisiert von Anfang bis Ende des Produktionsablaufes im Werkzeug, das konstant erhitzt wird und unter Druck steht.
Bei dieser Bearbeitungsart fallen wenig Überstände an, dank der Vorformung des Gummis.

Verpressen mittels Spritzen und Komprimieren.
Diese Technologie ist die Verbindung der beiden, zuvor erwähnten, Fertigungssysteme.
Der Gummi wird in das leicht-geöffnete Werkzeug eingespritzt, sodass eine “Teigform” entsteht.
Beim Schließen des Werkzeugs, in der Phase der Kompression, erreicht der Gummi die Leerräume und vulkanisiert.
Der Vorteil gegenüber dem reinen Einspritz-Pressen zeigt sich in den Kosten des Werkzeugs: Es ist billiger, da die Bearbeitung der Einspritzkänäle entfällt.
Dieses System kommt zum Einsatz für Teile bis 1cm Höhe.
Transfer Pressen.
Bei diesem Verfahren bleibt das Werkzeug geschlossen und der Elastomer wird in die Leerräume, über einen Zuführungskanal, mittels Kolben eingepresst.
Die Werkzeuge bestehen aus 4-5 Teilen und sind im Aufbau komplizierter als einfache Verdichtungspressen, da sie neben den Luftauslässen, mit Zuführungskanälen für Elastomer-Mischungen ausgestattet werden müssen.
Es entsteht durch den Druck des Kolbens auf die Elastomere Hitze durch Druck-Reibung.
Die Produktionszyklen sind kürzer.
Dieses System ist nicht geeignet für Werkzeug-Einsätze, weil die Mischung das Werkzeug mit einer bestimmten Geschwindigkeit anfeuchtet (bedingt durch den Kolbendruck) und somit das Risiko besteht, daß der Kleber mitgerissen wird.
Endreinigung
Endreinigen. Schleifen
Diese Schlussbehandlung wird vor allem dort angewandt, wo die gewünschten Maßtoleranzen der Teile sehr eng sind.
Effegomma verfügt über zwei Pendelschleifmaschinen, zwei Parallel-Feinschliffmaschinen und ist somit in der Lage Gummiartikel mit hoher Präzision fertig zu bearbeiten.
Zum Beispiel werden unsere Sauger für Bezugsflächen/Arbeitstische mit Toleranzen von 0,05mm geliefert.
Diese Toleranzen sind auf dem Gummisektor schwierig anzutreffen!

Endreinigung. Entfernen von Kantenüberständen mittels Flüssig-Stickstoff.
Effegomma verfügt über eine Flüssig-Stickstoff-Strahlanlage für die Reinigung der Teile von überstehenden Rändern.
Die Teile werden in einem sich drehenden Korb positioniert, gekühlt und mit Trockeneis “beschossen”.
Die unterschiedlichen Stärken zwischen dem effektiven Teil und dem, durch die Bearbeitung entstandenen, Überstand, machen diesen brüchiger und es wird so eine perfekte Reinigung erzielt.
Die erwähnte Maschine kann sowohl großdimensionierte Teile bearbeiten, wie auch Kleinteile, bei denen z.B. Bohrungen von ca.1mm zu reinigen sind.
Qualitätskontrolle
Endkontrolle und Qualitätssicherung.
Effegomma führt Kontrollen nach Planung und mittels Stichproben (Random) durch. Es werden strenge Standards zugrundegelegt. Die Kontrollen erfolgen mit Präzisionsgeräten, wie auch durch „Zerstörung” im Falle von bestimmten Produktgruppen, wie z.B. Rädern, Lagern oder Werkstückauflagen, mit dem Ziel die Kundschaft mit einwandfreien Artikel zu beliefern.

Kontrollen des Fertigungsprozesses
(Produktionsphasen)
Unser Qualitätssicherungsystem und -instrumentarium (Härtemessgeräte, Messuhren) und die Fertigungskontrolle mittels Informatiksystem, ermöglicht die schrittweise Überwachung während des gesamten Fertigungsablaufes.
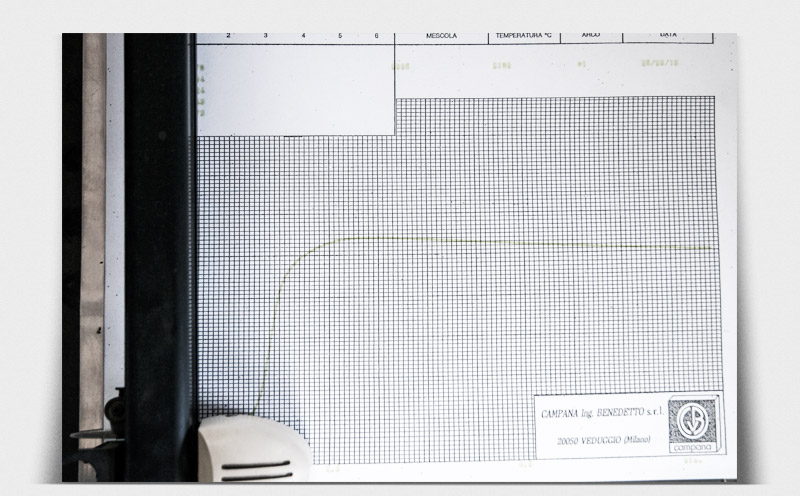
Kontrolle. Warenanahme.
Unter Anderem verfügen wir über einen Rheometer für die Freigabeprüfung der Gummimischungen im Wareneingang, der uns die rheologische Kurve der Kautschukmischung liefert, zur Feststellung der Schmelztemperatur aller Gummiarten.
Selbstverständlich stehen Meßtische und -uhren, Höhenmess= geräte und andere Präzisionsinstrumente zur Verfügung.
Sonderfertigungen
Sonderfertigung Kaltverleimung
Im Besonderen bei der Anfertigung von Plattenauflagen oder Sauger in Kunststoff-Gummiausführung, Schrauben mit Polyurethan-Kopf oder anderen Artikeln, die nicht einfach durch Verpressen vulkanisiert werden können, bieten wir die Lösung der Kaltverleimung.
Hierfür werden die Oberflächen entsprechend vorbereitet. Die Verleimung erfordert etwa 24 Stunden Ruhezeit.
Diese Technik ist ideal für kleine Fertigungslose, da Teile jeder Form, ohne Erfordernis von besonderen Werkzeugen gummiert werden können.


Sonderfertigungen Zusammenbau von Komponenten
Als Kundendienst bietet Effegomma auch den Zusammenbau von Sonderartikeln mit bis zu 50 Einzel-Komponenten.
Zum Beispiel liefern wir komplette Transportketten von 5/8” bis 1”1/4 und einer Länge von bis zu 20 Metern.
Wir liefern Vakuum-Sauger und Bezugsflächen (Werkstückauflagen) bestehend aus Kunststoff, Gummi, Metall und Polyurethan.
Wir sind in der Lage verschiedenste Materialien miteinander zu kombinieren.
Herstellung von Walzen und Zylindern
Effegomma praktiziert seit über 20 Jahren mit Erfolg die Technik der „aufgeschobenen Walzen” für die Anfertigung von Walzen bis zu 2 Metern Länge.
Mit dieser Technik wird hohe Qualität bei gleichzeitig geringen Produktionskosten sehr wettbewerbsfähig angeboten.
Der Mehrwert wird erhöht durch die Möglichkeit beschädigte Walzen-Segmente in kürzester Zeit (ca. 10 Minuten) zu ersetzen.
Die Maschinenstillstandzeiten werden dadurch erheblich verkürzt.
Die Walzen werden entweder komplett mit Körper geliefert oder in Lohnarbeit aufgezogen.

